




一分钟,了解产品的全部魅力!观看我们的发货及时的立筒钢板仓厂家产品视频,为您的购买决策提供有力支持。
以下是:发货及时的立筒钢板仓厂家的图文介绍


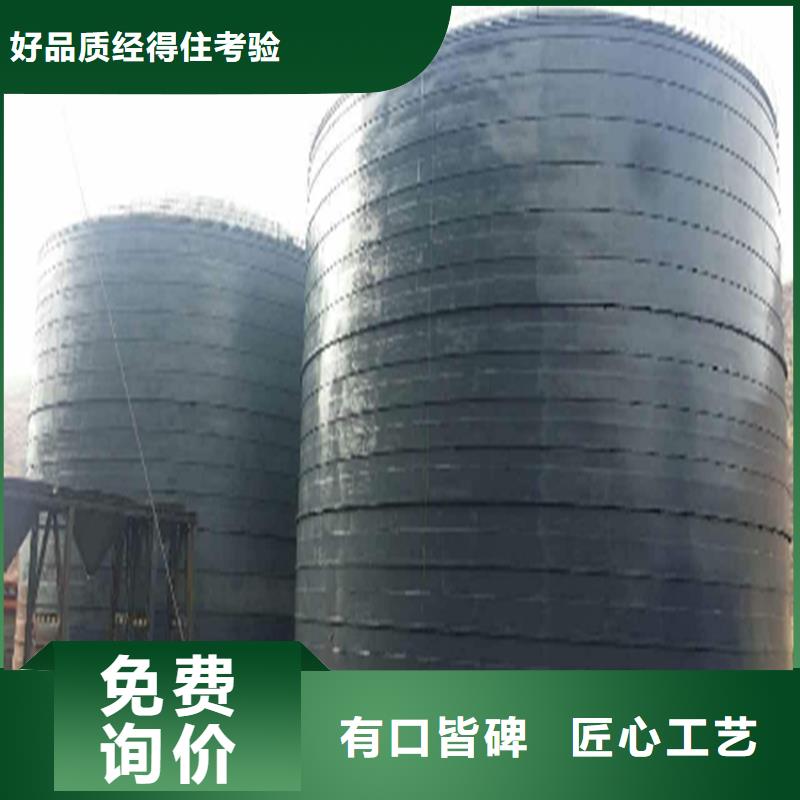
钢板库,钢板仓,粉煤灰库,大型物料钢板库,水泥库,水泥仓,水泥钢板仓,大型钢板库,熟料库,矿粉库,粉煤灰钢板仓,大型钢板仓,焊接钢板仓,粉煤灰钢板库,骨料仓,螺旋仓,螺旋卷板仓,散装仓,粮仓,小粮仓,装配式粮仓,装配式储粮仓,粮食钢板仓,锥底装配式粮仓,装配式钢板仓,粮仓钢板仓,装配式储粮仓,玉米储存罐,镀锌装配式钢板仓,粮食储存罐,装配式粮食镀锌钢板仓,粮食成品仓,立式玉米粮仓,粮食仓储设备,粮仓建设,玉米粮仓,农用小粮仓,镀锌装配式圆筒仓,小麦粮仓,大豆粮仓,稻谷粮仓,玉米豆类钢板仓,储量筒仓,粮食装配式钢板仓,小型储粮仓,粮食仓储设施,镀锌板粮仓。钢板仓介绍:钢板仓主要用于储存水泥、粉煤灰、同城矿渣微粉、当地熟料、本地粮食等粉、同城粒状物料,也可用于储存硫酸等液体。钢板仓的发展已有100多年的历史, 在国外得到广泛应用。钢板仓按构造可分为焊接式、本地卷板式、当地装配式,具有仓储量大、附近施工时间短、本地投资少、当地可靠、本地节能环保、同城用途广泛等优点。



裕盛钢板仓有限公司(桐梓分公司)经过十几年的发展一直专注 镀锌螺旋钢板仓、大型镀锌螺旋钢板仓、镀锌螺旋钢板厂、镀锌螺旋钢板厂家、镀锌螺旋钢板仓建设、镀锌螺旋钢板仓制造厂的研发、制造在供应商和用户中形成了良好信誉。库存充足,发货及时,请放心购买。我们秉承“以质取胜铸造辉煌”的企业方针,时刻以顾客为关注焦点用全新的理念,挚诚与各界同仁合作,创辉煌的业绩。公司自成立以来,一直秉承以质量锻造品质,以售后价值的理念立足于行业,公司始终以优良的品质、良好的信誉及合理的价格深受广大客户的好评。


客户导向,彰显特色、打造客户心中的一线品牌-裕盛钢板仓有限公司(桐梓分公司),公司主营: 镀锌螺旋钢板仓、大型镀锌螺旋钢板仓、镀锌螺旋钢板厂、镀锌螺旋钢板厂家、镀锌螺旋钢板仓建设、镀锌螺旋钢板仓制造厂,欢迎询价。



钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。